I. Гомуми күзәтү
Халыкара химия һәм энергия логистикасының тиз үсеше белән, пасовкасыз корыч саклагычлар һәм контейнерлар химия, азык-төлек, эчемлек, энергия һәм башка материалларны ташуда һәм саклауда киң кулланыла.Яхшы түбән температураның каты булуы һәм коррозиягә каршы торуы аркасында, остенитик дат басмас корыч криоген саклагычлар, җиһазлар һәм зур криогеник корылмалар төзелешендә киң кулланыла.

Криоген саклагыч
2. Безнең -196 ℃ түбән температураның тотрыксыз корыч эретеп ябыштыру материалларын кыскача кертү
| Төркем | Исем | Модель | Стандарт | Искәрмә | |
| ГБ / ЙБ | AWS | ||||
| Электрод | GES-308LT | A002 | E308L-16 | E308L-16 | -196 ≥ ≥31J |
| Агым чыбык | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196 ≥ ≥34J |
| Каты чыбык | GTS-308LT (TIG) | - | H022Cr21Ni10 | ER308L | -196 ≥ ≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196 ≥ ≥34J | |
| КАРА | GWS-308 / GXS-300 | - | S F308L FB-S308L | ER308L | -196 ≥ ≥34J |
3.Безнең электрод GES-308LT (E308L-16)
Базар ихтыяҗын канәгатьләндерү өчен, безнең компания төрле ультра түбән температура, югары катгыйлык остенитик дат басмас корыч электродлар, урнаштырылган металлның химик составы (1 нче таблицада күрсәтелгәнчә) һәм тотрыклы механик үзлекләр (таблицада күрсәтелгәнчә) эшләде. 2), һәм бик яхшы позицияле эретеп ябыштыру процессы бар Эшчәнлек, һәм түбән температураның искиткеч каты булуы, аның феррит күләменең йогынты бәясенә тәэсире (таблица 3).
1.Сайланган металлның химик составы
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| NB (%) | 0.04 | 0.5-2.5 | 1.0 | 0.030 | 0.020 | 9.0-12.0 | 18.0-21.0 | 0.75 | 0.75 | - | - |
| Ampleрнәк1 | 0.022 | 1.57 | 0.62 | 0.015 | 0,006 | 10.25 | 19.23 | 0.020 | 0.027 | 0.046 | 6.5 |
| Ampleрнәк2 | 0.037 | 2.15 | 0.46 | 0.018 | 0,005 | 10.44 | 19.19 | 0.013 | 0.025 | 0.45 | 3.8 |
| Ampleрнәк3 | 0.032 | 1.37 | 0.49 | 0.017 | 0,007 | 11.79 | 18.66 | 0.021 | 0.027 | 0.048 | 0.6 |
Таблица 1
2. Сакланган металлның механик үзлекләре
| E308L-16 | Юл бирегез MPa | Керү MPa | Озынлык % | -196℃imparct J /℃ | GB / T4334-2020 E Трангрануляр коррозия | Rадиографик тикшерү | Искәрмә | |
| Бер кыйммәт | Уртача кыйммәт | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
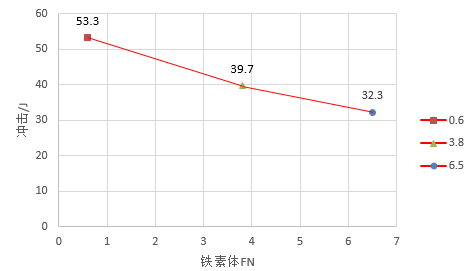
| Ampleрнәк1 | 451 | 576 | 42 | 32/32/33 | 32.3 | квалификацияле | I | - |
| Ampleрнәк2 | 436 | 563 | 44 | 39/41/39 | 39.7 | квалификацияле | I | - |
| Ampleрнәк3 | 412 | 529 | 44.5 | 52/53/55 | 53.3 | квалификацияле | I | - |
Таблица 2
3.Металл феррит күләменең тәэсиргә тәэсире
4. Эретеп ябыштыру процессын күрсәтү (φ3.2 мм)


Шлакны чыгарганчы һәм аннан соң дөрес эретеп ябыштыру (DC +)


Шлагны чыгарганчы һәм аннан соң торбаны эретеп ябыштыру (DC +)
4. Вертикаль эретеп ябыштыру чаралары
1. Түбән ток белән эретеп ябыштырырга кирәк;
2. Дугасын мөмкин кадәр түбән саклагыз;
3. Дуга арканың ике ягына борылгач, бераз туктагыз, һәм селкенү киңлеге электрод диаметрыннан 3 тапкыр контрольдә тотыла.
5. Эретеп ябыштыручы куллану кушымтасының торба рәсеме

-196 ℃ түбән температурада тотрыксыз корыч эретеп ябыштыручы материаллар өчен, күп еллар тикшерү һәм эретеп ябыштыру материалларын эшкәртүдән соң, бездә эретеп ябыштыручы чыбыклар, каты үзәкләр, агым үзәкләре һәм су асты дугасы бар, һәм кул электродының өзлексез дугасын эшләдек. Барлык позицияле эретеп ябыштыру өчен куллану әйберләре, һәм бик күп инженерлык кушымталары казанышлары бар, клиентларны консультацияләр һәм сайлау өчен рәхим итегез!
Пост вакыты: 16-2022 декабрь