Веб: www.welding-honest.com +8613252736578
Чиста алюминий - йомшак һәм яхшы үткәргеч металл.Күпчелек структуралар өчен аның көче түбән.Алюминийның интенсивлыгын арттыру өчен, эретүче элементлар өстәргә кирәк.Бакыр, кремний, марганец, магний, цинк каты эри торган ныгыту эффектын уйнау өчен төп элемент буларак кулланыла.Алюминий һәм алюминий эретмәсе күп тармакларда киң кулланылган.




Алюминий һәм алюминий эретмәсен эретү аз углеродлы корычка караганда катлаулырак.Аның эретеп ябыштыру үзенчәлекләре аз углеродлы корычтан аерылып тора.Конкрет спектакль түбәндәгечә:
1. Эретеп ябыштыручы механик җитештерүчәнлек, коррозиягә каршы тору кимү.
2. Химик активлык бик көчле, өслеге җиңел барлыкка килә.
3. Көчле җылылык үткәрүчәнлеге, һәм эретеп ябыштыру вакытында эри торган күренеш тудыру җиңел.
4. Чокырлар, ярыклар, тешләү кырлары, шлак һәм эретеп ябыштыру кебек эзлекле кимчелекләр.
5. Зур сызыкны киңәйтү коэффициенты (аз углеродлы корычтан 2 тапкырга якын), эретеп ябыштыру вакытында эре һәм деформациягә мохтаҗ.
6. malылылык үткәрүчәнлеге зур (аз углеродлы корычтан 5 тапкыр).Шул ук эретеп ябыштыру тизлегендә җылылык кертү эретеп ябыштыручы корычтан 2 - 4 тапкыр зуррак.
Алюминий эретмәсе TIG яки GMAW белән эретелгән.
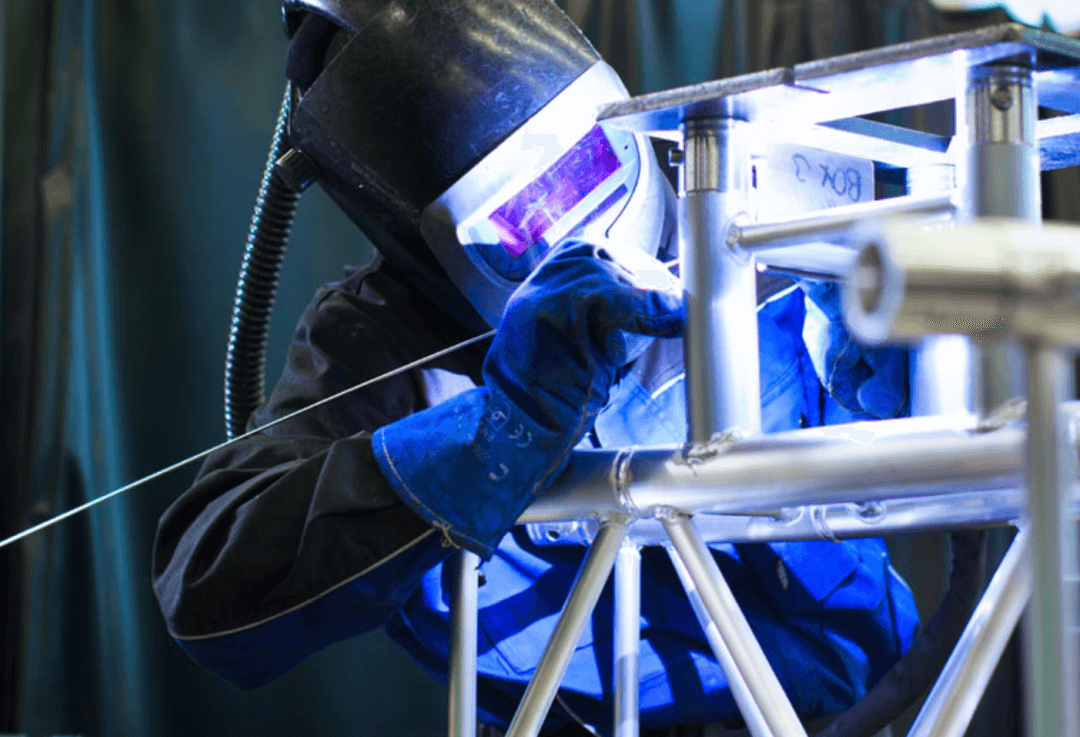
1.Алумин эритмәсе тиг эретеп ябыштыру
Әгәр дә сез югары сыйфатлы эретеп ябыштырырга тиеш булсагыз, юлбарыс эретеп ябыштыру еш кына беренче сайлау.Иң уңайлы процесс ысулы - TIG эретеп ябыштыру һәм AC импульс TIG эретеп ябыштыру.Берничә өстенлек бар:
1. Эретеп ябыштырганда, катод атомизация үзенчәлекләрен үзе бетерергә мөмкин.
2. Бәйләү формасы чикләнмәгән, өслеге шома һәм формалаштыру өчен яхшы.
3. Оештыру һәм эшне яхшырту өчен буыннарны суыту өчен һава агымының эретеп ябыштыру өлкәсе.
Шуңа күрә бу процесс югары квалификацияле һәм бик мөһим аэрокосмик индустриядә бик яраклы.Әлбәттә, аның кимчелекләре дә бик ачык.Эретеп ябыштыру эффективлыгы түбән, һәм ул зур масштаблы югары эффективлык җитештерү өчен яраксыз.
1.Алумин эритмәсе GMAW эретеп ябыштыру
Gmaw эретеп ябыштыру безнең тормышка әкренләп керде.DC кире тоташу гадәттә эретеп ябыштыру вакытында кулланыла, һәм импульс белән эретеп ябыштыру да кулланылырга мөмкин.TIG эретеп ябыштыру белән чагыштырганда, GMAW эретеп ябыштыруның түбәндәге өстенлекләре бар:
1. Эретеп ябыштыру процессында оксидиатив янулар юк диярлек, һәм процесс гадирәк.
2. laborгары хезмәт җитештерүчәнлеге.
3. Вольфрам баганаларын кабул итмәгез, аз бәя.
GMAW белән эретеп ябыштырганда, түбәндәге пунктларга игътибар итегез:
1. Сезгә пластик нигезләнгән ефәк шланг кулланырга кирәк, һәм корыч шлангны кулланып булмый.
2. Алюминий эретеп ябыштыручы чыбык йомшак, чыбык җибәрү начар.Сезгә U формасындагы трубка чыбыкларын җибәрү тәгәрмәчен сайларга кирәк.
3. Дөрес диаметр үткәргеч авыз кулланыгыз.
4. Пычратмас өчен өлешләрне корыч эретеп ябыштырмагыз.

GMA-A5356 эффектны клиент сайтында куллана
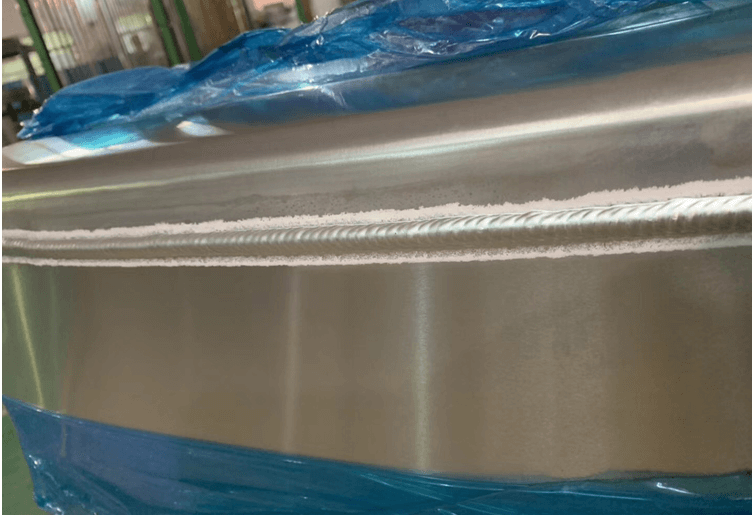
Бу мәгълүматлар алюминий эретмәсе эретеп ябыштыру юлында алга китеш ясарга мөмкинлек бирүче яки эретеп ябыштыручы кулланучылар белән бүлешә.
Безнең компаниянең нормаль тәэмин итү продуктлары түбәндәгечә:
TIG MIG
GTA-A4043 GMA-A4043
GTA-A5183 GMA-A5183
GTA-A5356 GMA-A5356
Пост вакыты: 14-2022 ноябрь